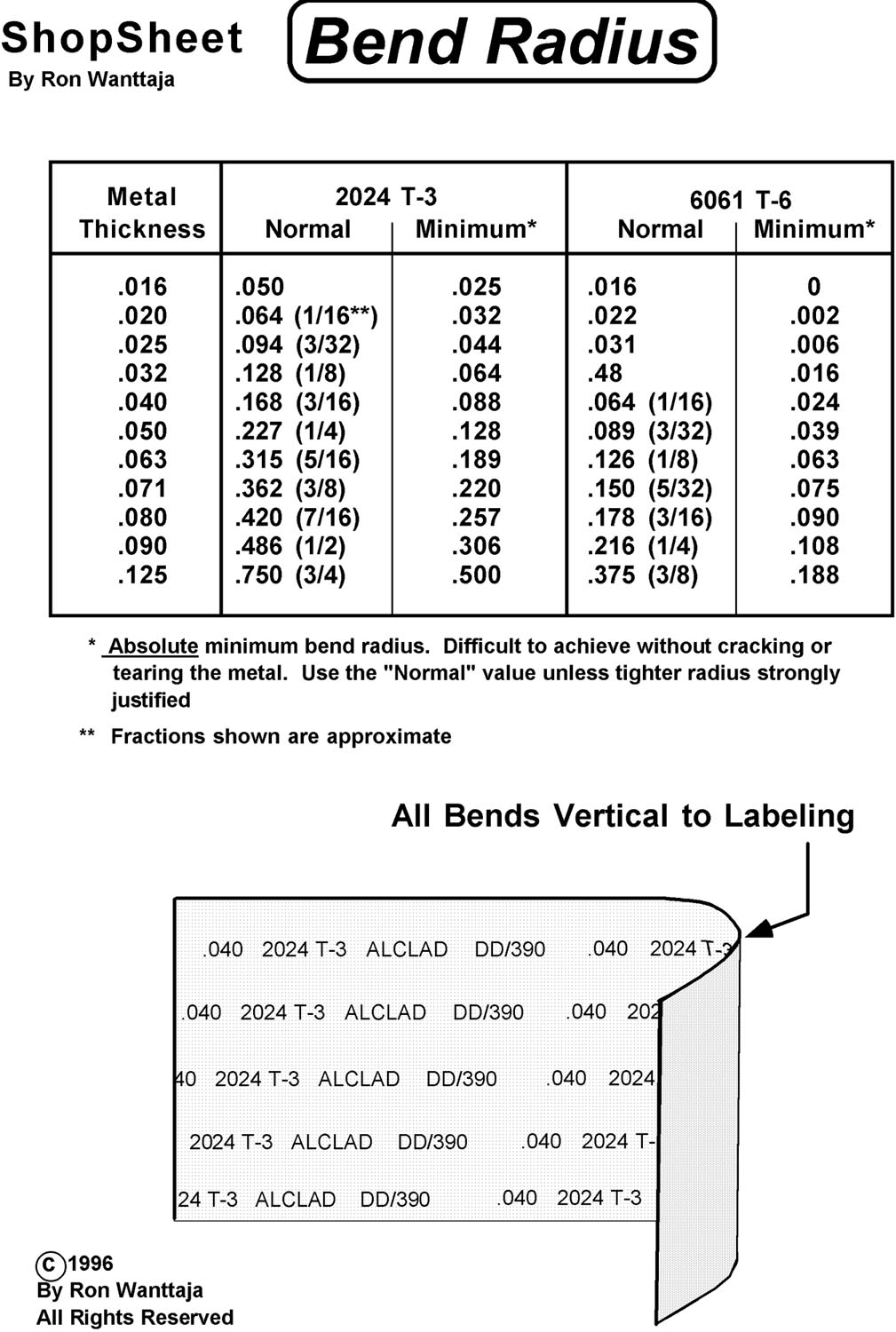
Bend Aluminum Sheet Smallest Radius

Minimum Versus Recommended Inside Bend Radius

Layout And Forming Part Two

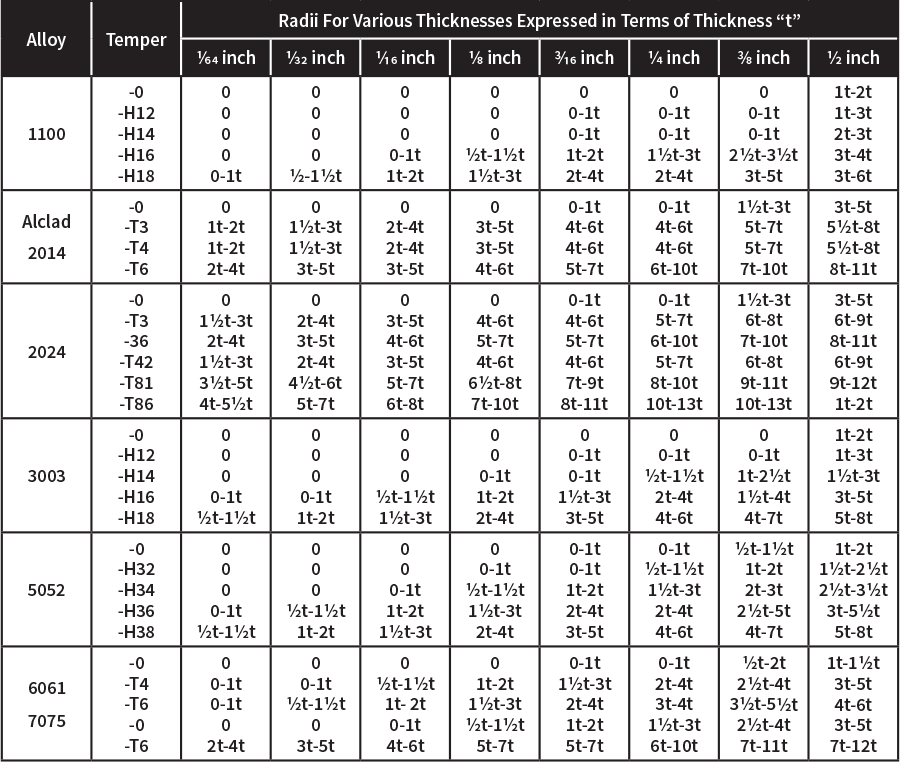
Which Aluminum Alloy Bends Best Clinton Aluminum

Layout And Forming Part One
Aluminum Plate Minimum Bend Radius Aluminum Plate

Bending Basics The Fundamentals Of Heavy Bending
Steel american iron and steel institute.
Bend aluminum sheet smallest radius.

Bending Basics The Hows And Whys Of Springback And Springforward

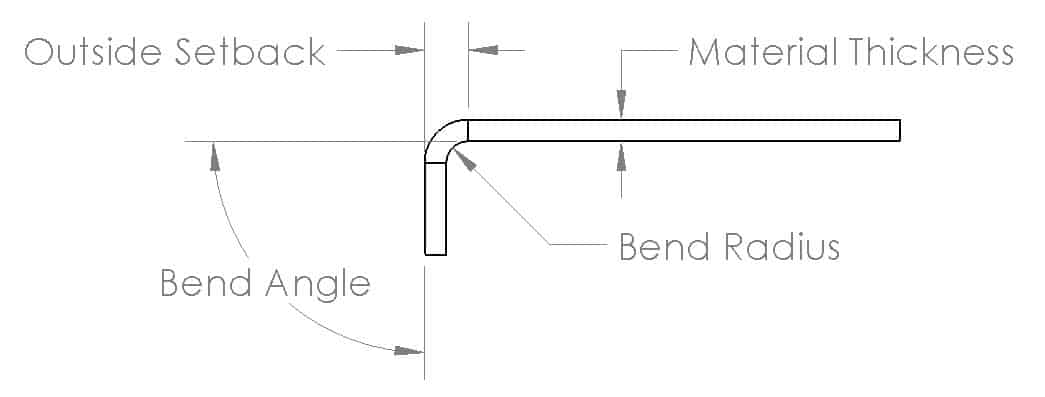
Analyzing The K Factor In Sheet Metal Bending

Inside Bending Radii For Sheet And Plate Alloy Alloys 3004 5154 From Ullrich

Bend Radius Solidworks More Brackets Sling2
Aluminum Sheet Aluminum Sheet Bend Radius
Predicting The Inside Radius When Bending With The Press Brake
Aluminum Sheet How To Bend Aluminum Sheet
Tips For Bending Sheet Metal Make It From Metal

Bend Allowance Sheetmetal Me
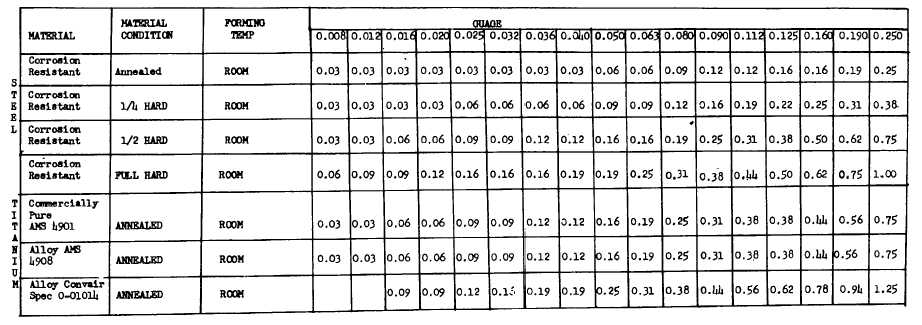
Standard Bend Radii For 90 Cold Forming Flat Sheet Contd

Sheet Metal Manufacturing The Definitive Guide Blog

Sheet Metal Forming
The Fabricator August 2018 Strategies For Bending 6061 T6 Aluminum

Layout And Forming Part Three

7 Must Follow Sheet Metal Design Guidelines To Strengthen Your Design
Sheet Metal Bending Stuck On Calculating The Minimum Radius Required Engineering Stack Exchange
Design Guidelines Sheetmetal Me

Freund Radius Roller 25 50 Tools Are For Bending Edging Curved Sheet Metal And Can Produce Tight Radii Metal Bending Tools Sheet Metal Tools Metal Bender
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiwqlcghpj4cp Mrtny4ounzafwlrd6vjaeues Dirhnv3qle4 Usqp Cau
Sheet Metal Working 1
Enotes Manufacturing Processes
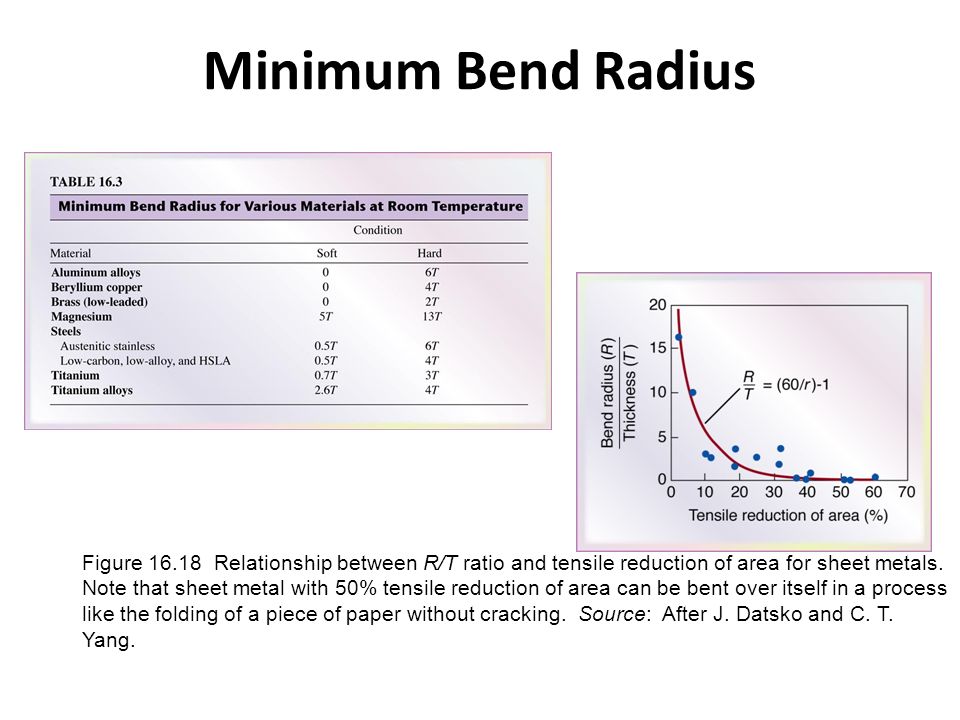
Chapter 16 Sheet Metal Forming Processes Sheet Metal Parts A B Figure 16 1 Examples Of Sheet Metal Parts A Die Formed And Cut Stamped Parts B Ppt Download
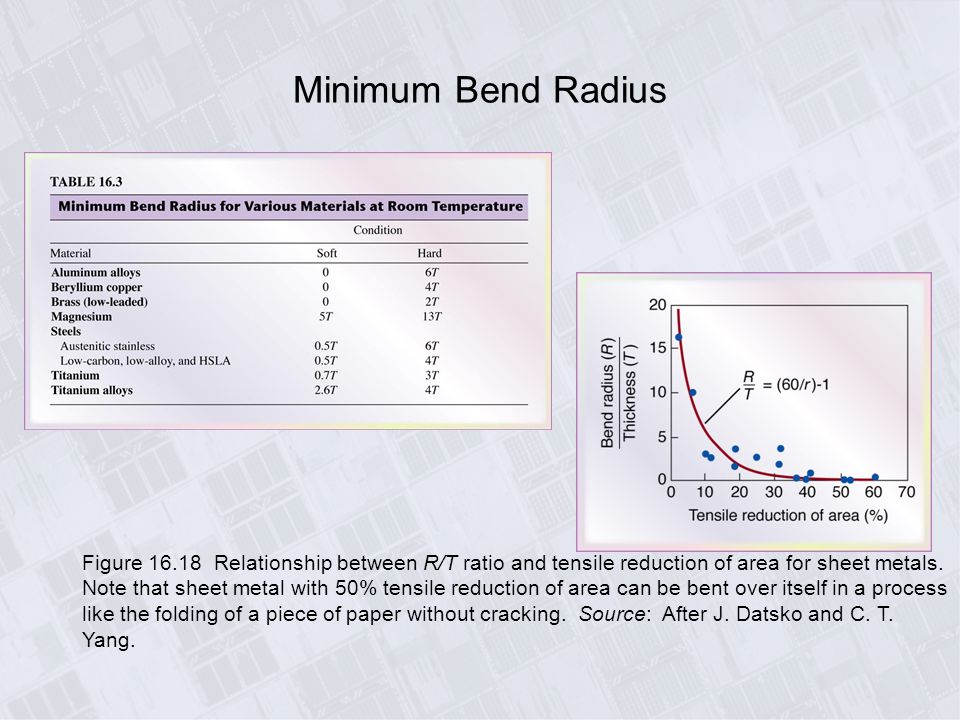
Sheet Metal Forming Processes Ppt Download
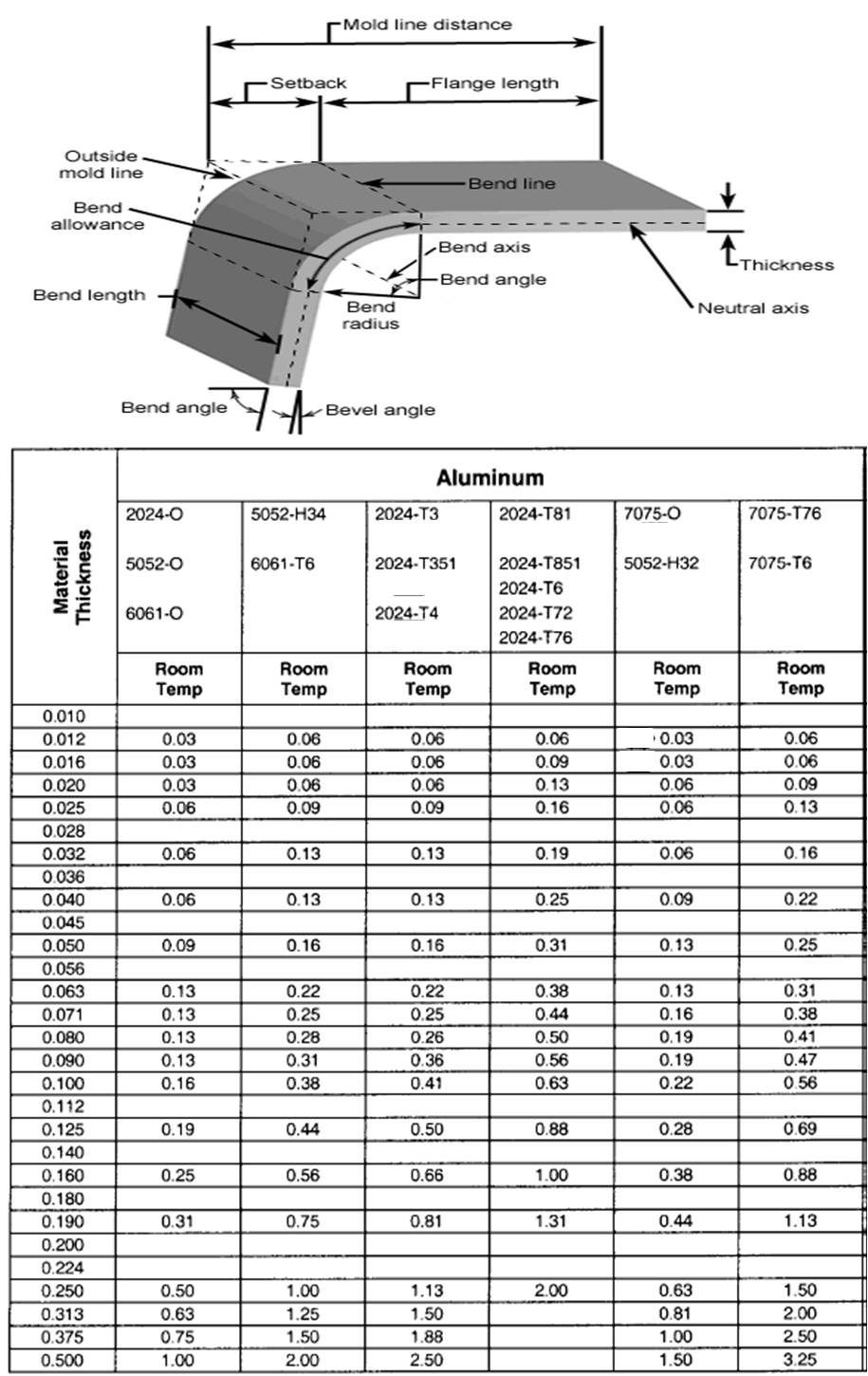
The Basics Of Applying Bend Functions
Source : pinterest.com
